“ Was stempelt Metall?
Was stempelt Metall?
Die Grundlagen Metalldes stempelns
Metalldas stempeln ist- ein Herstellungsverfahren, das verwendet wird, um flache Blechtafeln in spezifische Formen umzuwandeln. Es ist ein komplexer Prozess, der einiges Metall umfassen kann, das Techniken — löschend bildet, lochend, verbiegend und durchbohrend, um einige zu nennen.
Es gibt Tausenden Firmen über den US, die das Metall anbieten, das Dienstleistungen stempelt, um Komponenten für Industrien in Automobil zu liefern, Luftfahrt, medizinisch, und anderen Märkten. Da globale Märkte entwickeln, es einen entwickelten Bedarf an schnell-produzierten großen Mengen der komplexen Teile geben.

Metalldas stempeln ist- eine schnelle und kosteneffektive Lösung für diesen Herstellungsbedarf der großen Menge. Hersteller, die die Metallteile benötigen, die für ein Projekt gestempelt werden, suchen im Allgemeinen nach drei wichtigen Qualitäten:
- Hohe Qualität /durability
- Niedrige Kosten
- Schnelle Umlaufszeit
Der folgende Führer veranschaulicht die optimalen Verfahren und Formeln, die allgemein im Metall eingesetzt werden, das Designprozess stempelt und umfasst Spitzen, um Kostensenkungserwägungen in Teile zu enthalten.
Stempeln von Grundlagen
Das Stempeln — auch genannt Drücken — bezieht mit ein, flaches Blech, entweder in Spule oder in Formular, in eine stempelnde Presse zu legen. In der Presse sterben ein Werkzeug und Oberflächenform das Metall in die gewünschte Form. Alle das Lochen, das Stanzen, das Verbiegen, das Prägen, die Prägung und das Flanschen sind, welche die Techniken stempeln, die verwendet werden, um das Metall zu formen.
Bevor das Material gebildet werden kann, muss das Stempeln von Fachleuten die Werkzeugausstattung über CAD-/CAMtechniktechnologie entwerfen. Diese Entwürfe müssen so genau sein, wie möglich, jedem Durchschlag und Biegung sicherzustellen richtige Freigabe und deshalb optimale Teilqualität beibehält. Ein einzelnes Modell des Werkzeugs 3D kann Hunderte von den Teilen enthalten, also ist der Designprozess häufig ziemlich komplex und Zeit raubend.
Sobald der Entwurf des Werkzeugs hergestellt wird, kann ein Hersteller eine Vielzahl der maschineller Bearbeitung, des Reibens, der Drahterosion und anderer Herstellungsdienstleistungen verwenden, um seine Produktion abzuschließen.
Arten Metalldes stempelns
Es gibt drei bedeutende Arten Metall Techniken stempelnd: Progressist, fourslide und tiefer abgehobener Betrag.
Progressiver Prägedruck
Progressiver Prägedruck kennzeichnet einige Stationen, jede mit einer einzigartigen Funktion.  Zuerst ist Streifenmetall feds durch eine progressive stempelnde Presse. Der Streifen entrollt ständig von einer Spule und in die Würfelpresse, in der jede Station im Werkzeug dann einen anderen Schnitt, einen Durchschlag oder eine Biegung durchführt. Die Aktionen jeder aufeinander folgenden Station fügen auf die Arbeit der vorhergehenden Stationen, mit dem Ergebnis eines abgeschlossenen Faches hinzu.
Zuerst ist Streifenmetall feds durch eine progressive stempelnde Presse. Der Streifen entrollt ständig von einer Spule und in die Würfelpresse, in der jede Station im Werkzeug dann einen anderen Schnitt, einen Durchschlag oder eine Biegung durchführt. Die Aktionen jeder aufeinander folgenden Station fügen auf die Arbeit der vorhergehenden Stationen, mit dem Ergebnis eines abgeschlossenen Faches hinzu.
Ein Hersteller müsste möglicherweise wiederholt das Werkzeug auf einer einzelnen Presse ändern oder einige Pressen, jede Ausführungseine Aktion besetzen, die für ein abgeschlossenes Fach erfordert wird. Sogar unter Verwendung der mehrfachen Pressen, wurden Sekundärbearbeitungsdienstleistungen häufig angefordert, um ein Fach wirklich abzuschließen. Aus diesem Grund ist progressiver Prägedruck die ideale Lösung für Metallteile mit der komplexen Geometrie, zum sich zu treffen:
- Schnellerer Rücklauf
- Senken Sie Arbeitskosten
- Kürzere Lauflänge
- Höhere Wiederholbarkeit
Fourslide Stempeln
Fourslide oder Multidia, bezieht horizontale Ausrichtung und vier verschiedene Dias mit ein; das heißt, werden vier Werkzeuge gleichzeitig benutzt, um das Werkstück zu formen. Dieser Prozess lässt verwickelte Schnitte zu und Komplex verbiegt, um sogar die komplexesten Teile zu entwickeln.
Fourslide-Metalldas stempeln kann einige Vorteile über dem traditionellen Pressestempeln anbieten, die es eine ideale Wahl für viele Anwendungen treffen. Einige dieser Vorteile schließen ein:
- Vielseitigkeit für komplexere Teile
- Mehr Flexibilität für Designänderungen
Während sein Name bedeutet, hat ein fourslide vier Dias — Bedeutung, die bis vier verschiedene Werkzeuge, eins pro Dia, verwendet werden können, um mehrfache Biegungen gleichzeitig zu erzielen. Während Material in ein fourslide einzieht, wird es in schnelle Folge durch jede Welle verbogen, die mit einem Werkzeug ausgerüstet wird.
Tiefes Stempeln des abgehobenen Betrages
Tiefziehen bezieht mit ein, einen Blechfreien raum in den Würfel über einen Durchschlag zu ziehen und bildet ihn in eine Form. Die Methode gekennzeichnet als „Tiefziehen“ wenn die Tiefe des gezogenen Teils seinen Durchmesser übersteigt. Diese Art der Formung ist für die Schaffung von Komponenten ideal, die einige Reihen Durchmesser benötigen und eine kosteneffektive Alternative zu Drehenprozessen sind, die gewöhnlich unter Verwendung der hohen Rohstoffe erfordern. Allgemeine Anwendungen und die Produkte, die vom Tiefziehen gemacht werden, umfassen:
- Automobilkomponenten
- Flugzeugteile
- Elektronische Relais
- Geräte und Kochgeschirr
Kurzfristiges Stempeln
Das kurzfristige Metallstempeln erfordert minimale im Voraus Bearbeitungsausgaben und kann eine ideale Lösung für Prototypen oder kleine Projekte sein. Nachdem der freie Raum geschaffen ist, verwenden Hersteller eine Kombination von kundenspezifischen Werkzeugausstattungskomponenten und sterben die Einsätze, zu verbiegen, lochen oder bohren das Fach. Die Gewohnheit, die Operationen und kleinere Laufgröße bildet, kann eine höhere Prostückgebühr ergeben, aber das Fehlen der Werkzeugkosten kann kurzfristiges wirtschaftlicheres für viele Projekte, besonders die machen, die schnellen Rücklauf erfordern.
Herstellungs-Werkzeuge für das Stempeln
Es gibt einige Schritte, wenn man Metalldas stempeln produziert. Der erste Schritt ist, herstellend entwerfend und das tatsächliche Werkzeug, das benutzt wird, um das Produkt herzustellen.
Lassen Sie uns werfen einen Blick auf, wie dieses Anfangswerkzeug hergestellt wird: Auf Lager Sie Streifen-Plan u. entwerfen Sie: Ein Designer verwendet wird verwendet, um den Streifen zu entwerfen und Maße, Toleranzen, Vorschubrichtung, Schrottreduzierung und mehr zu bestimmen.
Werkzeugstahl und sterben Satz-maschinelle Bearbeitung: CNC stellt ein hochgradiges der Präzision und der Wiederholbarkeit für sogar die komplexesten Würfel sicher. Ausrüstung mögen 5 Achse CNC-Mühlen und
Sekundärverarbeitung: Die Hitzebehandlung wird an den Metallteilen angewendet, um ihre Stärke zu erhöhen und sie dauerhafter zu machen für ihre Anwendung.
Das Reiben wird verwendet, um die Teile zu beenden, die hohe Oberflächenbeschaffenheits- und Maßgenauigkeit erfordern.
Drahterosion: Verdrahten Sie formmetallmaterialien der elektrischen Entladung Bearbeitungsmit einem elektrisch-belasteten Strang des Messingdrahtes. Drahterosion kann die verwickeltesten Formen, einschließlich kleine Winkel und Konturen schneiden.
Metall, das Designprozesse stempelt
Metalldas stempeln ist- ein komplexer Prozess, der einiges Metall umfassen kann, das Prozesse — löschend bildet, lochend, verbiegend, und durchbohrend und mehr. Stanzen: Dieser Prozess ist über den Schnitt des rauen Entwurfs oder der Form des Produktes. Dieses Stadium ist über die Minderung und die Vermeidung von Graten, die herauf die Kosten Ihres Teils fahren und Vorbereitungs- und Anlaufzeit verlängern können. Der Schritt ist, wo Sie Lochdurchmesser bestimmen, Geometrie/Verjüngung, der Abstand zwischen Rand-zuloch und fügt das erste Durchdringen ein. Verbiegen: Wenn Sie die Biegungen in Ihr gestempeltes Metallteil entwerfen, zuzulassen ist- wichtig, genügend Material — vergewissern Sie sich, Ihr Teil und seinen freien Raum zu entwerfen, damit es genügend Material gibt, zum der Biegung durchzuführen. Einige wichtige Faktoren zum sich zu erinnern:
- Wenn eine Biegung zu nah zum Loch gemacht wird, kann sie verformt werden.
- Kerben und Vorsprünge sowie Schlitze, sollten mit Breiten entworfen sein, die mindestens 1.5x die Stärke des Materials sind. Wenn sie irgendwie kleiner gemacht werden, können sie schwierig sein, wegen der Kraft zu schaffen, die auf den Durchschlägen ausgeübt wird und sie veranlassen zu brechen.
- Jede Ecke in Ihrem leeren Entwurf sollte einen Radius haben, der mindestens Hälfte der materiellen Stärke ist.
- Um Fälle und Schwere von Graten herabzusetzen, vermeiden Sie scharfe Ecken und komplexe Ausschnitte wenn möglich. Wenn solche Faktoren nicht vermieden werden können, seien Sie sicher, Gratrichtung in Ihren Entwurf zu merken, also können sie während des Stempelns berücksichtigt werden
Prägen: Diese Aktion ist, wenn die Ränder eines gestempelten Metallteils geschlagen werden, um den Grat flachzudrücken oder zu brechen; dieses kann einen viel glatteren Rand im geprägten Bereich der Werkstückgeometrie schaffen; dieses kann zusätzliche Stärke lokalisierten Bereichen des Teils auch hinzufügen und dieses kann verwendet werden, um Sekundärprozeß wie das Entgraten und das Reiben zu vermeiden. Einige wichtige Faktoren zum sich zu erinnern:
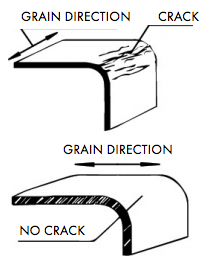
- Plastizität und Maschinenrichtung – Plastizität ist das Maß der dauerhaften Deformation, die ein Material durchmacht, wenn es Kraft unterworfen wird. Metalle mit mehr Plastizität sind einfacher sich zu bilden. Maschinenrichtung ist in den hochfesten Materialien, wie ausgeglichenen Metallen und Edelstahl wichtig. Wenn eine Biegung entlang das Korn von einem hochfesten geht, kann sie für das Knacken anfällig sein.
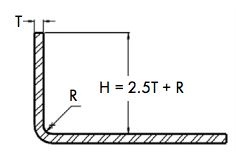
- Biegungshöhe – die Gesamthöhe einer Biegung hat minimale Anforderungen, effektiv gebildet zu werden und sollte mindestens sein, 2.5x die Stärke vom materiellen + der Radius der Biegung
- Knickschutztülle – addieren Sie die kleinen Kerben, die sofort neben dem Teil des verbogen zu werden gelegen sind Teils, — sie sollten ein Minimum von zweimal sein so weit, wie das Material stark ist, und solange der Biegungsradius plus materielle Stärke.
Biegungs-Verzerrung/Ausbuchtung: Das Ausbauchen verursacht durch Biegungsverzerrung kann wie ½ so groß sein die materielle Stärke. Während materielle Stärke sich erhöht und Biegungsradiusabnahmen die Verzerrung/die Ausbuchtung wird schwerer. Tragendes Netz und „Fehlanpassung“ geschnitten: Schnitt-in dieses ist, wann ein sehr geringfügiges oder ein Stoß-heraus auf dem Teil angefordert wird und ist gewöhnlich ungefähr .005" tief. Diese Eigenschaft ist nicht notwendig, wenn man Mittel verwendet, oder Übertragung schreiben, Werkzeugausstattung aber werden, bei der progressiven Benutzung sterben zu bearbeiten angefordert. 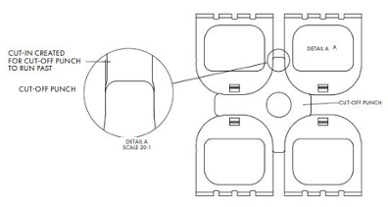
Kundenspezifisches Metallstempeln
Das kundenspezifische Metallstempeln beschreibt das Metall, das Prozesse bildet, die kundenspezifische Werkzeugausstattung und Techniken erfordern, die Teile zu produzieren, die vom Kunden spezifiziert werden. Eine breite Palette von Industrien und Anwendungen setzen die Gewohnheit ein, die Prozesse stempelt, um Großserienproduktionsbedarf zu erfüllen und alle Teile sicherzustellen treffen Sie genaue Spezifikationen.
Kundenspezifisches Metall, das Projekte stempelt
Konstrukteure können an einer breiten Palette des Metalls arbeiten Projekte für Kunden über verschiedenen Industrien stempelnd. Zu die Vielseitigkeit der Gewohnheit besser stempelte zu veranschaulichen Metallteile, wir haben umrissen einige neue Projekte, die von den Ingenieuren der esis unten abgeschlossen wurden.
Gewohnheit gestempeltes Teil für wesentliches Überwachungsgerät in der medizinischen Industrie
Ein Kunde im medizinische Industrie genäherten esi zum kundenspezifischen Metallstempel ein Teil, das als Frühling und Elektronikschild für wesentliches Überwachungsgerät auf dem medizinischen Gebiet benutzt würde.
- Sie benötigten einen Edelstahlkasten mit Frühlingsvorsprungseigenschaften und hatten Problem einen Lieferanten finden, der einen hochwertigen Entwurf zu einem erschwinglichen Preis innerhalb einer angemessenen Zeitachse zur Verfügung stellen würde.
- Um den einzigartigen Antrag des Kunden zu treffen nur ein Ende vom teil- eher als das gesamte teil- zu überziehen taten uns wir mit einer Industrie-führenden Verzinnenfirma zusammen die war einen modernen einseitigen, selektiven Überzugprozeß zu entwickeln.
esi war, die komplexen Entwurfsbedingungen unter Verwendung eines materiellen zu erfüllen, die Technik stapelnd, die uns erlaubte, viele Teilfreien räume sofort zu schneiden, begrenzte Kosten und verringert Vorbereitungs- und Anlaufzeiten.
Gestempeltes elektrisches Verbindungsstück für eine Verdrahtungs-und Kabel-Anwendung
In einem anderen Fall wurden wir gebeten, eine vorhandene Abdeckung des elektrischen Verbindungsstücks neu zu entwerfen; der Kunde, AFC-Kabelnetze, suchte nach einem hochwertigeren Produkt zu einem niedrigeren Preis mit kürzeren Vorbereitungs- und Anlaufzeiten.
- Der Entwurf war in hohem Grade komplex; diese Abdeckungen wurden bedeutet, als Girlandenkabel innerhalb des Inbodens und der elektrischen Unterflurkanäle benutzt zu werden; deshalb stellte diese Anwendung in sich selbst strenge Größenbeschränkungen dar.
- Das Herstellungsverfahren war schwierig und teuer, wie einige der Jobs des Kunden eine völlig abgeschlossene Abdeckung erforderten und andere nicht taten — die Bedeutung von AFC hatte die Teile in zwei Stücken geschaffen und sie zusammen geschweißt, als benötigt worden.
- Arbeitend mit einer Beispielverbindungsstückabdeckung und einem einzelnen Werkzeug, die vom Kunden zur Verfügung gestellt wurde, war unser esi am esi zum Rückingenieur das Teil und sein Werkzeug in der Lage. Von hier entwarfen wir ein neues Werkzeug, das wir in unserer progressiven Prägedruckpresse 150 Tonne Glücks benutzen könnten.
- Dieses erlaubte uns, das Teil im Einteiler mit austauschbaren Komponenten, eher als Herstellung herzustellen zwei verschiedene Stücke, wie der Kunde getan hatte.
Dieses ließ bedeutende Kosteneinsparungen — 80% weg von den Kosten eines 500.000-teiligen Auftrages — sowie eine Vorbereitungs- und Anlaufzeit von vier Wochen eher als 10. zu.
Gewohnheit, die für Automobilairbags stempelt
Ein Automobilkunde forderte eine hochfeste, Druck-beständige Metallgummimuffe für Gebrauch in den Ford-Durchfahrt-Packwagenairbags.
- Mit einem 34 Millimeter x mussten 18 Millimeter x 8 Millimeter des abgehobenen Betrages, die Gummimuffe, die benötigt wurden, um eine Toleranz von 0,1 Millimeter beizubehalten, und das Herstellungsverfahren das einzigartige Materialausdehnen unterbringen inhärent in der abschließenden Anwendung.
- Wegen seiner einzigartigen Geometrie könnte die Gummimuffe nicht unter Verwendung der Übergangspressewerkzeugausstattung produziert werden und sein tiefer abgehobener Betrag stellte eine einzigartige Herausforderung dar.
Errichtete ein 24 progressives Werkzeug der Station, um richtige Entwicklung des abgehobenen Betrages sicherzustellen und benutzte DDQ-Stahl mit Zinküberzug, um optimale Stärke und Korrosionsbeständigkeit sicherzustellen. Metalldas stempeln kann verwendet werden, um komplexe Teile für eine enorme Strecke der Industrien zu schaffen. Neugierig mehr über das verschiedene kundenspezifische Metall lernen, das Anwendungen stempelt, die wir an bearbeitet haben? Besuchen Sie unsere Fallstudieseite, oder erreichen Sie heraus zum esi esi direkt, um Ihren einzigartigen Bedarf mit einem Experten zu besprechen.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!